您好,欢迎访问铜软连接厂家-湖南三邦电气有限公司!
联系热线:13907376449(杨先生) 13467911168(李先生)
网站首页
关于我们
公司简介
公司资质
经营理念
生产设备
产品中心
软母排
叠成母排
铜排、棒
编织线
铝软连接
铜软连接
新闻中心
行业动态
公司新闻
常见问题
联系我们
当前位置:
铜软连接厂家
>
新闻中心
>
常见问题
铜软连接厂家铜软连接加工生产工艺设计要求
时间:2020-05-13
来源:湖南三邦电气有限公司
铜软连接加工工艺要求
切割前1.铜软连接的计算充分利用勾股定理..
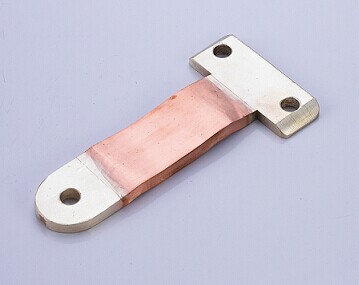
2,计算铜处理前要注意的是铜加减的厚度,以降低制造误差。铜软连接由适用于各种高压电器,真空电器,矿用防爆开关及汽车,机车等相关产品做软连接用,采用裸铜线或镀锡铜编织线(绞线),用冷压方法制成。铜排软连接的搭界面采用分子扩散焊技术一次性焊接成型,产品质量好,导电性强,承受电流大,电阻值小,经久耐用等特点。广泛应用于冶金(如:电解铝·电解锌·电解铜),化工(如:电镀),轮变电工程(如:电厂·电站),电力设备(如:变压器·配电柜)。
3、铜软连接的计算过程中要注意使用卷尺进行丈量时是否是从100mm处开始不断丈量,计算时要减掉100mm的误差。铜软连接由适用于各种高压电器,真空电器,矿用防爆开关及汽车,机车等相关产品做软连接用,采用裸铜线或镀锡铜编织线(绞线),用冷压方法制成。铜排软连接的搭界面采用分子扩散焊技术一次性焊接成型,产品质量好,导电性强,承受电流大,电阻值小,经久耐用等特点。广泛应用于冶金(如:电解铝·电解锌·电解铜),化工(如:电镀),轮变电工程(如:电厂·电站),电力设备(如:变压器·配电柜)。
在排放前应考虑废物4.铜软连接的可用性。
5,加工铜手套应佩戴防止铜氧化。
6、铜软连接加工时应保证企业表面具有光洁、无划痕、、平整,、折皱、夹杂物及变形和扭曲社会现象。
7.铜软连接切割断面及冲孔面不得有毛刺..
8,铜线用于绘制广场铜的粘附性。
9、孔眼直径一般不得影响大于铜软连接宽度的1/2,加工应保证工作位置进行正确、垂直,不歪斜,孔眼间相互作用距离的误差我们不应大于0.5mm。
铜软连接处理器的要求:
1,生产人员必须经过培训铜材加工。
2、制作技术人员管理必须逻辑思维发展能力具有较强(需具备一定的天赋条件)。
3.生产者必须有一定的体力。
4,生产人员必须能够努力工作。
铜软连接之间加工前的准备:
1.砂轮切割机,液压折弯机,焊锡条,焊锡膏,棉布,角磨机,平锉,砂布,卷尺,角尺,拉针及加热铜软连接加热设备(切割枪或喷灯)等的现场生产..
2,植物的生产需要锯,冲孔,弯曲机,模具,磁带,角度,画针,棉花等。
3、检查采用铜软连接安装质量,铜软连接之间表面应光洁平整,不应有裂纹、折皱、夹杂物及变形和扭曲社会现象;铜软连接应矫正对于平直,切断面应平整。
铜软连接加工工艺:制备-计算和测量-拉伸-冲孔(钻孔场地)-弯曲-悬挂锡[车间外部共镀锡]-安装。
处理和运动的储存过程中铜:
1、铜软连接之间移动应单件进行,如需叠防则应通过采取有效隔离技术措施(用气垫膜或毡片)保证采用铜软连接表面具有光洁平整,轻取轻放。
储存的接触表面2.铜软连接必须是木制或橡胶架子。
3、搬运铜软连接应戴干净的手套,以防汗迹导致采用铜软连接之间表面的腐蚀。
4、铜软连接在领取和制作教学过程中我们不允许直接通过接触地面。
5.铜软连接在装运前应有明显的标记,以便于现场安装。
弯曲铜处理要求:
1、铜软连接的折弯技术角度我们不得影响小于90°。成形后,弯曲处不应有裂纹或折皱,不平整度要求不大于1mm。
2.矩形铜软连接应冷弯,不得热弯..
3,铜应减少直角弯曲,弯曲无裂缝和折痕显著;多芯片总线曲率应该是一致的。
4、铜软连接扭转90°时,其扭转这一部分的长度一般应为不同母线保护宽度的2.5-5倍。
上一篇:
铜软连接厂家铜材质的分类问题及其主要用途
下一篇:
铜软连接厂家铜软连接机安全操作规程
产品推荐
铝软连接
铜排、棒
软母排
铜软连接
编织线
叠成母排